[VIP第1年] 指数:3
[VIP第1年] 指数:3
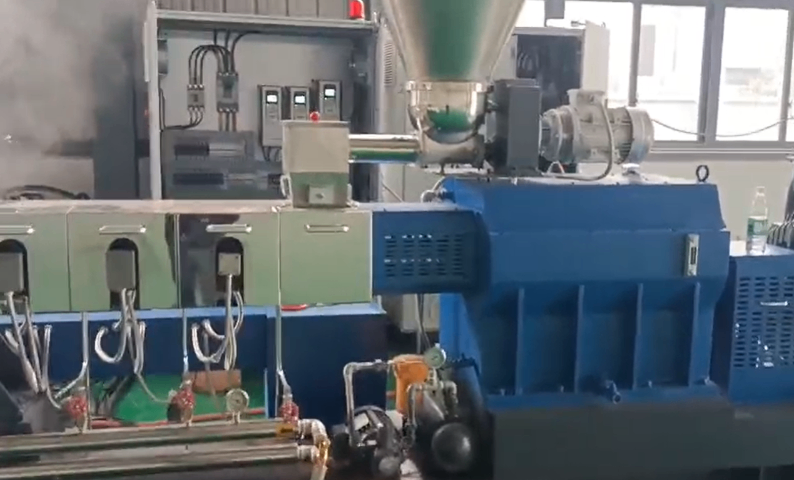
片材机生产线是一套复杂且精密的设备组合,主要由挤出机、模头、压延装置、冷却系统、牵引装置、收卷或切断设备等组成。挤出机作为重要部件,负责将塑料原料加热熔融并输送至模头。以常见的螺杆挤出机为例,螺杆采用 38CrMoALA 合金氮化钢制成,经氮化处理并表面喷合金,具有出色的耐磨、耐腐蚀性能,能适应不同塑料原料的加工需求。模头选用合金工具钢,流道镀硬铬,镀层厚度在 0.02 - 0.03mm,粗糙度达 Ra0.05μm,有效保证了片材挤出的均匀性和稳定性。高速生产线配置的飞刀分切系统速度可达120m/min。江苏国产片材机怎么样

片材机是一种用于生产塑料片材的专业设备,其结构精巧且设计合理,主要由主机、换网器、模具、压片机、输送台、牵引机、切断机或收卷机等部件组成。主机作为重要部分,减速箱体采用铸钢件,确保结构稳固;齿轮选用合金钢并经磨齿处理,搭配箱体内强制润滑与高效水冷却系统的润滑油,保障设备运行顺畅。螺杆和机筒采用 38CrMOA1A 合金氮化钢,经氮化处理并表面喷合金,具备出色的耐磨、耐腐蚀性能。工作时,塑料原料从进料口进入主机,在螺杆的推动下,沿螺槽前进。机筒外部的加热系统将原料逐步升温至熔融状态,经过换网器过滤杂质后,进入模具。模具决定了片材的宽度和厚度,通过特殊设计的模头,如衣架式模头,使熔融的塑料均匀分布,挤出成型为具有特定宽度和厚度的片材。接着,片材进入压片机,通过三辊压光机的压延作用,进一步保证片材的厚度精度和表面平整度,经牵引机输送,根据需求由切断机切成定长或由收卷机进行收卷。双螺杆片材机片材在线测宽系统精度可达±0.5mm(幅宽2m时)。

三辊压光机,是片、板材挤出生产线中辅机部分的关键部件,通常安装在靠近机头模具的位置。其主要由三个直径在 200-300 毫米的圆柱形辊筒组成,辊筒内为空心,设有挡板以便加热与冷却介质回流,表面镀铬,光洁度高。 三辊压光机的辊筒有多种布置形式,如直立式、水平式、45 度斜式、L 型,以及水平式与 L 型可相互调节式 ,可满足不同片材生产的需求。从扁平机头挤出的温度较高的板材,由三辊压光机压光并逐渐冷却,同时它还起到牵引作用,调整板材各点速度一致,保证板的平直。 在温度控制方面,三辊的温度在生产工艺中各不相同,需精确设置与调节,一般上辊温度为 100-150℃,中、下辊温度为 90-100℃,辊筒管带有控温装置,可外接模温机通入导热媒介进行加热控温。通过精确控温,能确保产品表面质量,若三辊温度偏低,片板材表面会发暗、粗糙;若温度偏高,片板材容易粘辊。 此外,三辊的状态对片材质量影响很大。比如辊面粗糙、有划痕,会使片、板表面不光亮,有纵向纹;三辊没有中高度,会使片板材中间厚度偏厚;三辊间隙不均匀,会使片板材横向厚度误差偏大,有纵向纹等。总之,片材三辊在片材生产过程中对产品的定型、厚度控制和表面质量提升起着不可或缺的作用。
片材机配备了智能化的控制系统,通过对生产过程中各种参数的实时监测和精确调控,实现节能目标。该系统利用先进的传感器,实时采集挤出机的螺杆转速、温度、压力,以及牵引机的速度、张力等参数。基于这些数据,控制系统运用智能算法对设备的运行状态进行分析,并自动调整相关参数。例如,当生产线上的片材厚度需求发生变化时,控制系统能自动调整挤出机的螺杆转速和电机功率,确保在满足生产要求的前提下,以很小的能耗运行。在非满负荷生产时,系统还能自动降低设备的运行速度,减少能源消耗。这种智能化的精确控制,避免了设备的无效运行和能源浪费,有效提高了能源利用效率。片材在线瑕疵检测系统采用CCD视觉识别技术。

挤出机是片材机生产线的重要设备之一,负责将预处理后的原料加热熔融并塑化。以螺杆挤出机为例,螺杆采用 38CrMoALA 优良氮化钢制成,经氮化处理并表面喷合金,具备出色的耐磨、耐腐蚀性能。在工作时,螺杆通过旋转推动原料沿螺槽前进,同时机筒外部的加热系统将原料逐步升温至熔融状态。螺杆的长径比一般在 25 - 35 之间,不同的长径比适用于不同的原料和生产工艺。长径比大的螺杆,能使原料在机筒内停留时间更长,塑化更充分,适合加工高黏度或对塑化要求较高的原料;而长径比小的螺杆,则适用于加工流动性较好的原料,可提高生产效率。片材机配置了厚度自动反馈系统,精度可达±0.02mm。双螺杆片材机
片材纵向厚度波动系数CV值应<1.5%。江苏国产片材机怎么样
片材生产线的操作流程清晰规范,每个操作步骤都有明确的规定和标准。从生产线的启动、运行到停止,都有详细的操作指南。例如,启动生产线时,按照先开启电源、检查设备状态、预热设备、启动各部件的顺序进行操作;运行过程中,严格按照设定的参数进行监控和调整;停止生产线时,按照先停止进料、逐渐降低设备速度、关闭各部件、关闭电源的顺序进行。这种清晰规范的操作流程,不仅方便操作人员记忆和执行,还能有效避免因操作不当导致的设备故障和安全事故。江苏国产片材机怎么样
文章来源地址: http://xiangsu.m.chanpin818.com/slj/slbcsbds/deta_27063380.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。