[VIP第1年] 指数:3
[VIP第1年] 指数:3
液态硅胶(LSR)模具成型是一种高效、精密的制造工艺,广泛应用于医疗、电子、汽车等领域。以下是液态硅胶模具成型的详细工艺步骤和关键技术:4. 固化热固化:模具温度保持在120-200°C,硅胶在模具内固化,时间通常为30-180秒。冷固化:部分硅胶可在室温下固化,但时间较长。5. 脱模顶出:固化后,通过顶针系统将产品从模具中顶出。脱模剂:必要时使用脱模剂,确保产品顺利脱模。6. 后处理修边:去除产品上的飞边和毛刺。清洗:清洗产品表面,去除脱模剂和杂质。二次固化:部分产品需在高温下进行二次固化,以提升性能。7. 质量控制尺寸检测:使用测量工具检测产品尺寸是否符合要求。外观检查:检查产品表面是否有缺陷,如气泡、缺料等。性能测试:进行拉伸、撕裂等力学性能测试,确保产品符合标准。为了延长液态硅胶模具的使用寿命和保持其良好的性能,需要进行定期的维护与保养:清洁,防锈,润滑,存放。母婴喂养用品液态硅胶模具厂商

二、搭建模框与固定母模搭建模框:根据母模的大小和形状,用适当的材料(如亚克力板、玻璃等)搭建一个模框。固定母模:将母模固定在模框中,确保其在倒入液态硅胶时不会移位或上浮。可以使用胶条或其他固定方式。三、配置与混合硅胶测量与配比:根据母模的大小和所需的硅胶量,准确测量硅胶原料和固化剂的比例。混合搅拌:将硅胶原料和固化剂倒入搅拌容器中,用搅拌棒充分搅拌均匀。搅拌过程中要确保容器边缘和底部的硅胶都被充分混合。广州耳机帽液态硅胶模具定做厂家模腔的精度直接影响到制品的尺寸精度和外观质量,因此在加工模腔时需要采用高精度的加工设备和工艺。
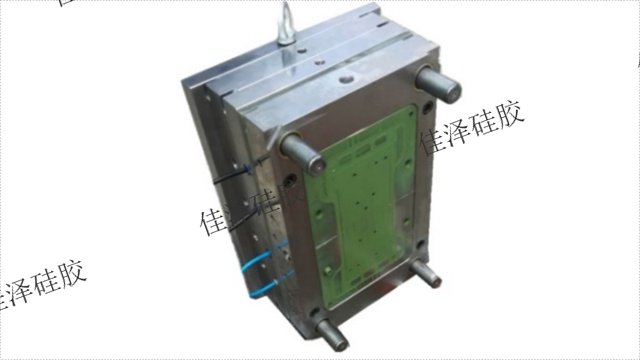
液态硅胶(LSR)模具的制作方法涉及多个步骤,包括设计、加工、装配和调试等。以下是详细的制作方法:1. 模具设计产品分析:分析产品的形状、尺寸和材料特性。模具结构设计:设计模具的分型面、浇注系统、排气系统、冷却系统和顶出系统。材料选择:选择合适的模具材料,如H13钢、S7钢、420不锈钢等。2. 模具加工CNC加工:使用CNC机床加工模具的型腔和型芯,确保高精度。EDM加工:对于复杂形状和细微结构,使用电火花加工(EDM)。磨削加工:对模具表面进行精密磨削,确保表面光洁度。3. 模具装配组件装配:将加工好的型腔、型芯、顶针、导柱等组件进行装配。调试:初步调试模具,检查各部分的配合情况。
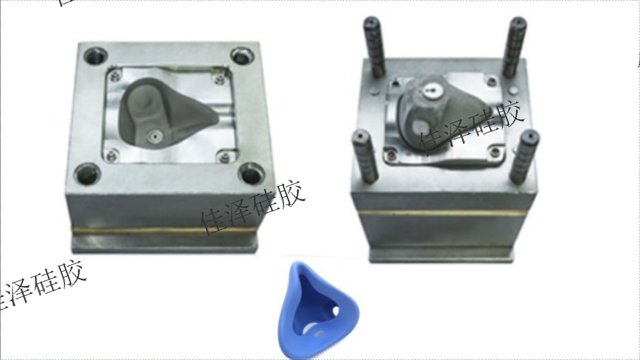
液态硅胶模具的优点众多,以下是其主要优点:良好的物理性能:液态硅胶模具具有优异的撕裂强度和拉力,这使得它在使用过程中能够承受较大的应力和压力而不会破裂或损坏。可反复使用:液态硅胶模具可以多次使用而不会***降低其性能,这使得它成为一种经济高效的模具材料。容易脱模:液态硅胶模具与产品之间的粘附力适中,使得产品容易从模具中脱出而不会损坏。低收缩率:液态硅胶模具的收缩率可以达到千分之二,这意味着产品在固化后的尺寸与模具尺寸非常接近,从而减少了后续加工和修整的工作量。无毒安全:液态硅胶模具符合食品级、医用级等要求,不会对人体和环境造成危害。
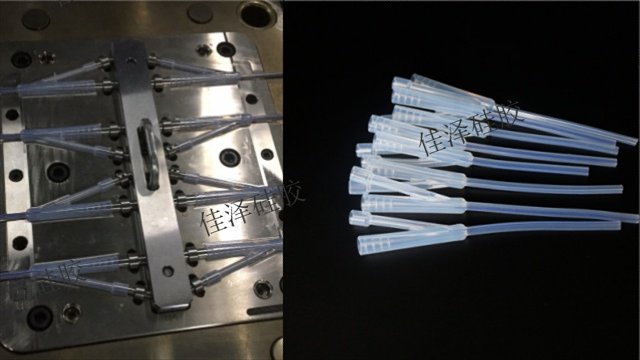
液态硅胶(LSR)模具成型是一种高效、精密的制造工艺,广泛应用于医疗、电子、汽车等领域。以下是液态硅胶模具成型的详细工艺步骤和关键技术:1. 材料准备硅胶原料:液态硅胶通常为双组分(A、B组分),需按比例混合。预处理:原料需在恒温下储存,使用前需脱泡处理。2. 模具准备模具清洁:确保模具型腔无杂质和残留物。模具预热:将模具预热至50-70°C,以利于硅胶充填和固化。3. 注塑过程注射:将混合后的硅胶通过注射机注入模具型腔,注射压力通常为50-150MPa。充填:硅胶在模具内均匀充填,确保无气泡和缺料。保压:注射后保持一定压力,防止硅胶回流和收缩。液态硅胶模具在多个领域都有广泛的应用,如食品工业,医用,电子,玩具,汽车工业等。月事杯液态硅胶模具制作
易脱模:液态硅胶模具的表面光滑,易于脱模,减少制品的破损和粘模现象。母婴喂养用品液态硅胶模具厂商
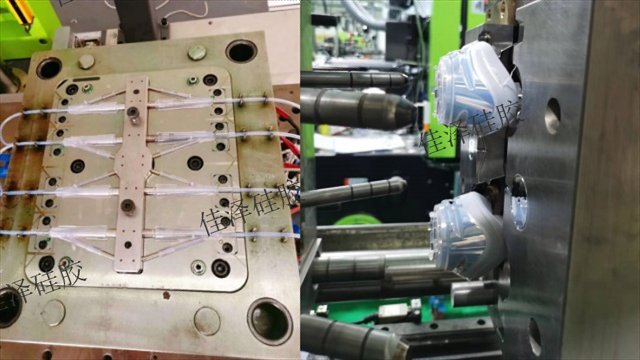
液态硅胶(LSR)注塑模具的工艺主要包括以下步骤和关键技术:1. 材料准备硅胶原料:液态硅胶通常为双组分(A、B组分),需按比例混合。预处理:原料需在恒温下储存,使用前需脱泡处理。2. 模具准备模具清洁:确保模具型腔无杂质和残留物。模具预热:将模具预热至50-70°C,以利于硅胶充填和固化。3. 注塑过程注射:将混合后的硅胶通过注射机注入模具型腔,注射压力通常为50-150MPa。充填:硅胶在模具内均匀充填,确保无气泡和缺料。保压:注射后保持一定压力,防止硅胶回流和收缩。母婴喂养用品液态硅胶模具厂商
文章来源地址: http://xiangsu.m.chanpin818.com/shryxjzp/deta_26309415.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。